

Proje Genel Bakışı
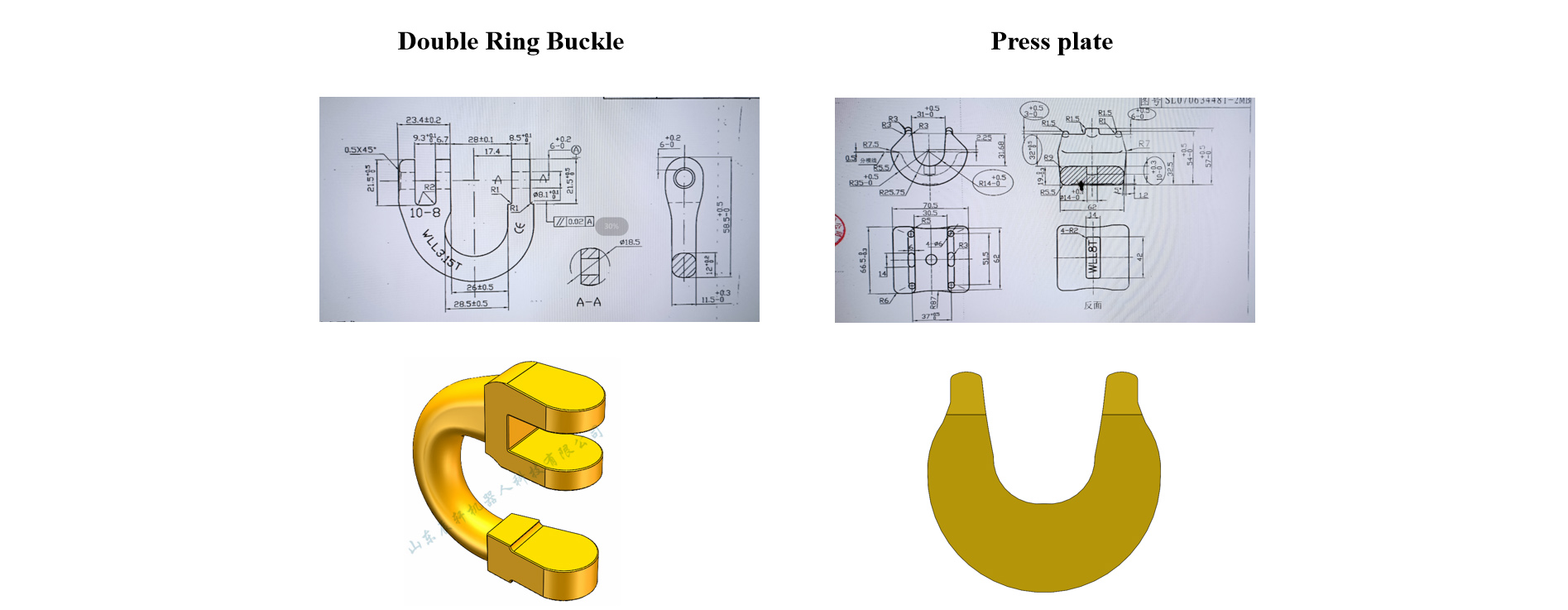
İş Parçası Çizimleri: Taraf A tarafından sağlanan CAD çizimlerine tabidir Teknik gereksinimler: Bir saatte yükleme silosu depolama miktarı ≥üretim kapasitesi
| İş Parçası Türü | Şartname | İşleme süresi | Depolama miktarı/saat | Tel sayısı | Gereklilik |
| SL-344 pres plakası | 1T/2T/3T | 15 | 240 | 1 | Uyumlu |
| 5T/8T | 20 | 180 | 1 | Uyumlu | |
| SL-74 Çift Halkalı Toka | 7/8-8 | 24 | 150 | 2 | / |
| 10-8 | 25 | 144 | 2 | / | |
| 13-8 | 40 | 90 | 2 | / | |
| 16-8 | 66 | 55 | 1 | / | |
| 20-8 | 86 | 42 | 2 | / |
İş parçası çizimi, 3B model
Şema Düzeni
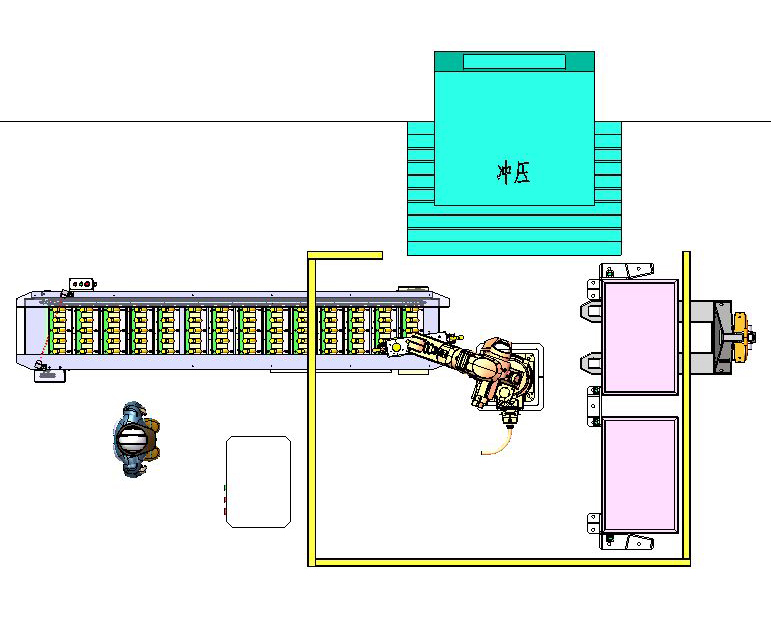
Açıklama: Arazi işgalinin ayrıntılı boyutları tasarıma tabi olacaktır.
Ekipman Listesi
Bölme plakalarının geçici olarak depolanması için sepet
| Seri No | İsim | Model No. | Miktar. | Notlar |
| 1 | Robotlar | XB25 | 1 | Chenxuan (gövde, kontrol kabini ve gösteri aracı dahil) |
| 2 | Robot maşası | Özelleştirme | 1 | Chenxuan |
| 3 | Robot tabanı | Özelleştirme | 1 | Chenxuan |
| 4 | Elektrik Kontrol Sistemi | Özelleştirme | 1 | Chenxuan |
| 5 | Yükleme konveyörü | Özelleştirme | 1 | Chenxuan |
| 6 | Güvenlik çiti | Özelleştirme | 1 | Chenxuan |
| 7 | Malzeme çerçeve konumlandırma algılama cihazı | Özelleştirme | 2 | Chenxuan |
| 8 | Boş çerçeve | / | 2 | Taraf A tarafından hazırlandı |
Açıklama: Tablo, ayrı bir iş istasyonunun yapılandırma listesini göstermektedir.
Teknik açıklama
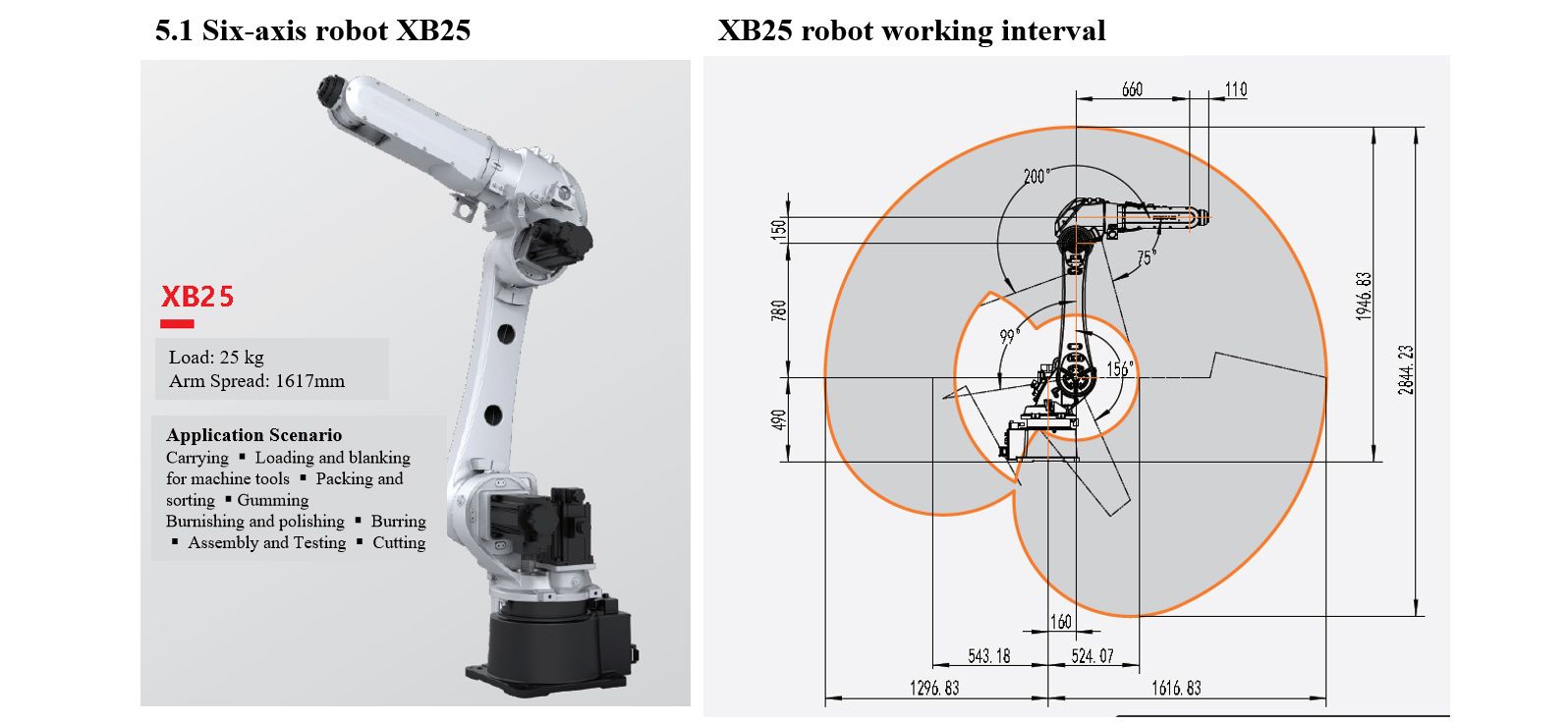
Altı eksenli robot XB25
Roboter XB25 aynı zamanda temel parametre olarak
| Model No. | Özgürlük Derecesi | Bilek Yükü | Maksimum çalışma yarıçapı | ||||||||
| XB25 | 6 | 25 kg | 1617 mm | ||||||||
| Tekrarlanan konumlandırma doğruluğu | Vücut kütlesi | Koruma sınıfı | Kurulum modu | ||||||||
| ± 0,05 mm | Yaklaşık 252 kg | IP65 (Bilek IP67) | Zemin, askıya alınmış | ||||||||
| Entegre hava kaynağı | Entegre Sinyal Kaynağı | Transformatörün anma gücü | Eşleşen denetleyici | ||||||||
| 2-φ8 hava borusu (8 bar, opsiyonel solenoid valf) | 24 kanallı sinyal ( 30V, 0,5A ) | 9,5 kVA | XBC3E | ||||||||
| Hareket aralığı | Maksimum hız | ||||||||||
| Şaft 1 | Şaft 2 | Şaft 3 | Şaft 4 | Şaft 5 | Şaft 6 | Şaft 1 | Şaft 2 | Şaft 3 | Şaft 4 | Şaft 5 | Şaft 6 |
| +180°/-180° | +156°/-99° | +75°/-200° | +180°/-180° | +135°/-135° | +360°/-360° | 204°/G | 186°/G | 183°/G | 492°/G | 450°/G | 705°/G |
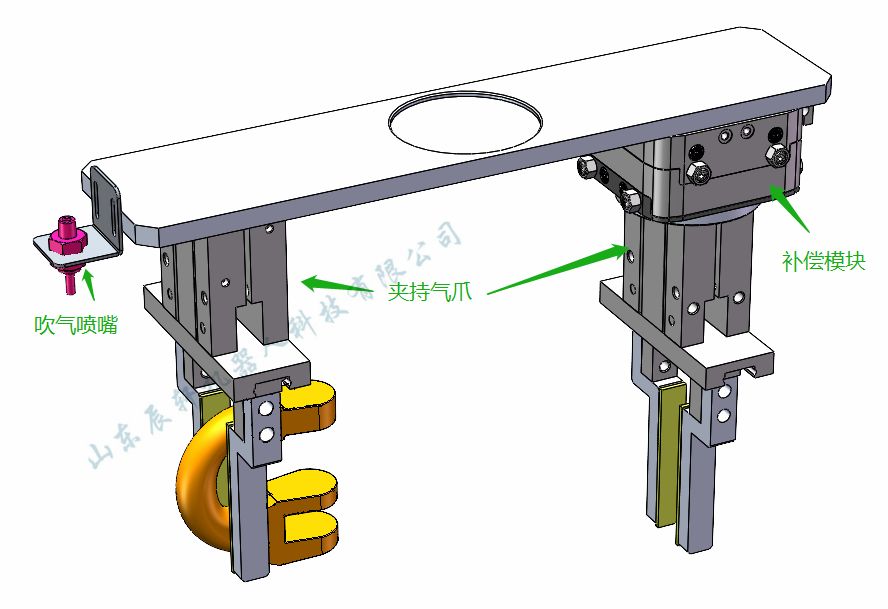
Robot maşası
1. Çift istasyonlu tasarım, entegre yükleme ve boşaltma, hızlı yeniden yükleme işlemini gerçekleştirme yeteneği;
2. Sadece belirtilen spesifikasyondaki iş parçalarını sıkıştırmak için geçerlidir ve maşa sadece belirli bir aralıktaki benzer iş parçalarının sıkıştırılmasıyla uyumludur;
3. Güç kapalı tutma özelliği, ürünün kısa sürede düşmemesini sağlayarak güvenli ve güvenilir olmasını sağlar;
4. Yüksek hızlı pnömatik nozul grubu, işleme merkezindeki hava üfleme işlevini karşılayabilir;
5. İş parçasının sıkışmasını önlemek için parmakların sıkıştırılmasında poliüretan yumuşak malzemeler kullanılmalıdır;
6. Telafi modülü, iş parçası konumlandırmasını veya fikstür hatalarını ve iş parçası toleransındaki değişiklikleri otomatik olarak telafi edebilir.
7. Şema sadece referans amaçlıdır ve detaylar gerçek tasarıma tabidir.
| Teknik Veriler* | |
| Sipariş No. | XYR1063 |
| EN ISO 9409-1'e göre flanşları bağlamak için | TK 63 |
| Önerilen Yük [kg]** | 7 |
| X/Y ekseni hareketi +/- (mm) | 3 |
| Merkez Tutma Kuvveti (N] | 300 |
| Merkez Dışı Tutma Kuvveti [N] | 100 |
| Maksimum çalışma hava basıncı [bar] | 8 |
| Minimum çalışma sıcaklığı [°C] | 5 |
| Maksimum çalışma sıcaklığı [°C] | +80 |
| Döngü başına tüketilen hava hacmi [cm3] | 6.5 |
| Eylemsizlik momenti [kg/cm2] | 38.8 |
| Ağırlık [kg] | 2 |
| *Tüm veriler 6 bar hava basıncında ölçülmüştür **Ortada birleştirildiğinde |
Tazminat modülü

Kompanzasyon modülü, iş parçası konumlandırmasını veya fikstür hatalarını ve iş parçası toleransındaki değişimleri otomatik olarak telafi edebilir.
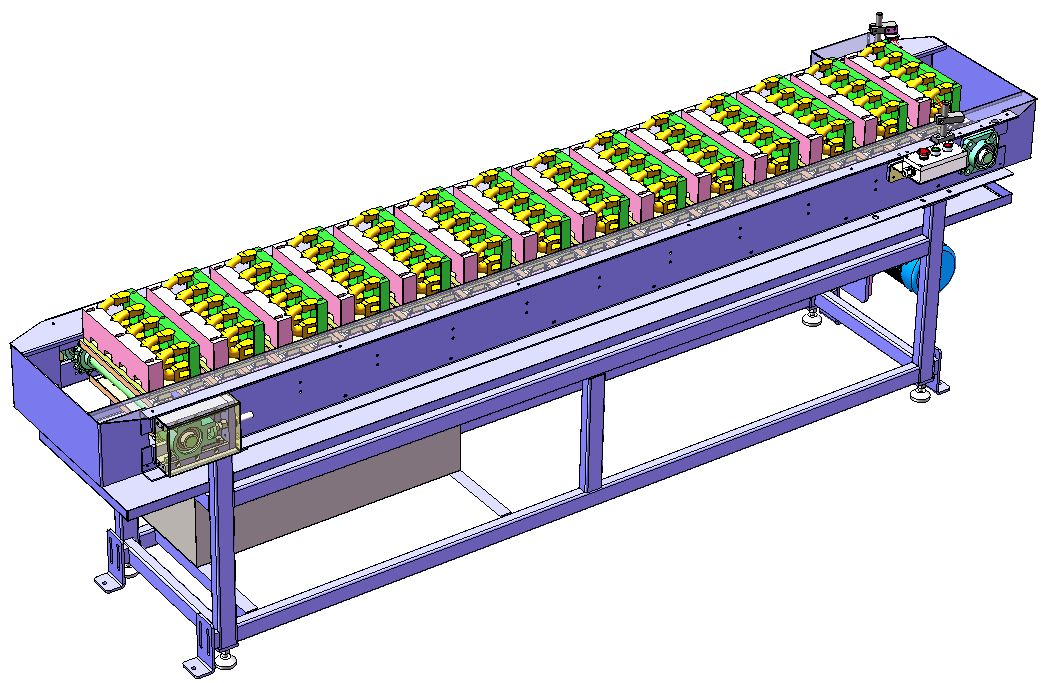
Yükleme ve taşıma hattı
1. Yükleme ve taşıma hattı, büyük depolama kapasitesi, kolay manuel çalıştırma ve yüksek maliyet performansı ile zincir tek katmanlı taşıma yapısını benimser;
2. Yerleştirilecek ürün miktarı, bir saatlik üretim kapasitesini karşılamalıdır. Her 60 dakikada bir düzenli manuel besleme yapılması koşuluyla, durmadan çalışma sağlanabilir;
3. Malzeme tepsisi, manuel olarak kolay boşaltmayı sağlamak için hataya dayanıklıdır ve farklı özelliklerdeki iş parçaları için silo takımları manuel olarak ayarlanmalıdır;
4. Silo besleme tepsisi yağ ve suya dayanıklı, sürtünmeyi önleyici ve yüksek mukavemetli malzemelerden seçilmiş olup, farklı ürünler üretilirken manuel ayarlama gerekmektedir;
5. Şema sadece referans amaçlıdır ve ayrıntılar gerçek tasarıma tabidir.
Elektrik Kontrol Sistemi
1. Sensörler, kablolar, kanallar, anahtarlar vb. dahil olmak üzere ekipmanlar arasındaki sistem kontrolü ve sinyal iletişimi dahil;
2. Otomatik ünite, üç renkli alarm lambasıyla tasarlanmıştır. Normal çalışma sırasında üç renkli lamba yeşil renkte yanar; ünite arızalanırsa, üç renkli lamba zamanla kırmızı renkte alarm verir;
3. Robotun kontrol kabininde ve demo kutusunda acil durdurma butonları bulunmaktadır. Acil bir durumda, acil durdurma butonuna basılarak sistem acil durdurma işlemi gerçekleştirilebilir ve aynı anda alarm sinyali gönderilebilir;
4. Demonstratör aracılığıyla, ürün yenileme ve yeni ürün ekleme gereksinimlerini karşılayabilen birçok uygulama programı derleyebiliriz;
5. Tüm kontrol sisteminin acil durdurma sinyalleri ve işlem ekipmanları ile robotlar arasındaki emniyet kilitleme sinyalleri emniyet sistemine bağlanır ve kilitleme kontrolü kontrol programı üzerinden gerçekleştirilir;
6. Kontrol sistemi, robotlar, yükleme siloları, maşalar ve işleme tezgahları gibi işletme ekipmanları arasındaki sinyal bağlantısını gerçekleştirir;
7. Takım tezgahı sisteminin robot sistemiyle sinyal alışverişini gerçekleştirmesi gerekmektedir.
İşleme Makinesi Aracı (kullanıcı tarafından sağlanır)
1. İşleme tezgahı, otomatik talaş kaldırma mekanizması (veya demir talaşlarını elle ve düzenli olarak temizleme) ve otomatik kapak açma ve kapama fonksiyonu (makine kapağı açma ve kapama işlemi varsa) ile donatılacaktır;
2. Makine takımlarının çalışması sırasında, demir talaşlarının iş parçalarının etrafına sarılmasına izin verilmemelidir; bu durum, robotların iş parçalarının sıkıştırılmasını ve yerleştirilmesini etkileyebilir;
3. Talaş atıklarının makine takımının kalıbına düşme ihtimalini göz önünde bulundurarak, B Tarafı robot maşasına hava üfleme fonksiyonunu ekler.
4. Taraf A, takım aşınması nedeniyle otomasyon ünitesinin kalitesinin etkilenmesini önlemek için, takım ömrünün makul olmasını sağlayacak uygun takımları veya üretim teknolojisini seçecek veya takım değiştiriciyi makine aletinin içinde değiştirecektir.
5. Takım tezgahı ile robot arasındaki sinyal iletişimi Taraf B tarafından sağlanacak ve Taraf A, takım tezgahının ilgili sinyallerini gerektiği şekilde sağlayacaktır.
6. Robot parçaları alırken kaba konumlandırma yapar, takım tezgahının fikstürü ise iş parçası referans noktasına göre hassas konumlandırma gerçekleştirir.
Güvenlik çiti
1. Koruyucu çiti, emniyet kapısını, emniyet kilidini ve diğer cihazları ayarlayın ve gerekli kilitleme korumasını gerçekleştirin.
2. Güvenlik kapısı, güvenlik çitinin uygun konumuna yerleştirilmelidir. Tüm kapılar güvenlik anahtarı ve butonu, sıfırlama butonu ve acil durdurma butonu ile donatılmalıdır.
3. Emniyet kapısı, emniyet kilidi (anahtar) aracılığıyla sisteme kilitlenir. Emniyet kapısı anormal bir şekilde açıldığında sistem durur ve alarm verir.
4. Güvenlik koruma önlemleri, donanım ve yazılım yoluyla personel ve ekipmanın güvenliğini garanti altına alır.
5. Güvenlik çiti, A Tarafı tarafından bizzat temin edilebilir. Yüksek kaliteli tel örgü ile kaynak yapılması ve yüzeye sarı uyarı fırınlama verniği sürülmesi önerilir.

Güvenlik çiti

Emniyet kilidi
Güvenlik çiti Çalışma ortamı (Taraf A tarafından sağlanır)
| Güç kaynağı | Güç kaynağı: Üç fazlı dört telli AC380V ± %10, voltaj dalgalanma aralığı ± %10, frekans: 50HZ; Robot kontrol kabininin güç kaynağı bağımsız bir hava anahtarı ile donatılmalıdır; Robot kontrol kabini, 10Ω'dan düşük topraklama direnci ile topraklanmalıdır;Güç kaynağı ile robot elektrik kontrol kabini arasındaki etkili mesafe 5 metreyi geçmemelidir. |
| Hava kaynağı | Basınçlı hava, su, gaz ve kirliliklerden filtrelenmeli ve FRL'den geçtikten sonra çıkış basıncı 0,5~0,8Mpa olmalıdır; hava kaynağı ile robot gövdesi arasındaki etkili mesafe 5 metreyi geçmemelidir. |
| Temel | Parti A'nın atölyesinin konvansiyonel çimento zemini ile muamele edilecek ve her bir ekipmanın montaj kaidesi genleşme cıvataları ile zemine sabitlenecektir; Betonun dayanımı: 210 kg/cm2; Betonun kalınlığı: 150 mm'den fazla;Temel düzgünsüzlüğü: ±3mm'den az. |
| Çevresel Koşullar | Ortam sıcaklığı: 0~45 ℃; Bağıl nem: %20~%75RH (yoğunlaşmaya izin verilmez); Titreşim ivmesi: 0,5G'den az. |
| Çeşitli | Yanıcı ve aşındırıcı gaz ve sıvılardan uzak durun, yağ, su, toz vb. sıçratmayın; Elektriksel gürültünün kaynağına yaklaşmayın. |






